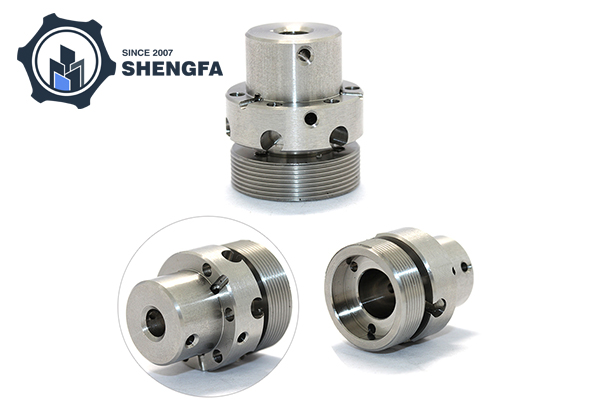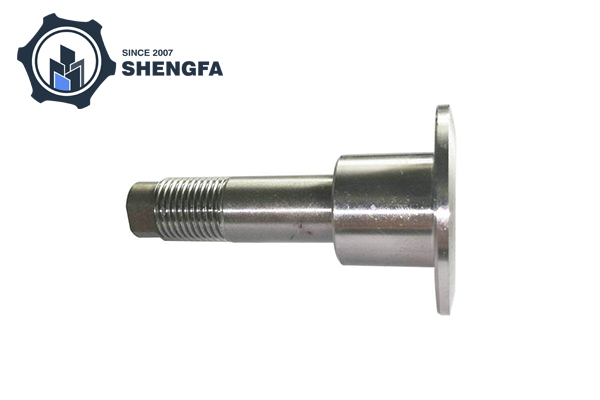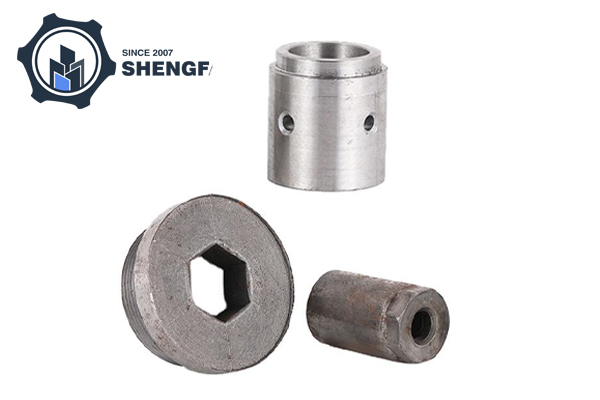
インベストメント鋳造プロセス:
1) モジュールの脱脂・脱脂
ワックスベースの成形材料を使用してインベストメントパターンを作成する場合、モジュールの表面を濡らす塗料の能力を向上させるために、モジュールの表面の油を除去する必要があります。
2) モジュールにペイントと砂を塗布します。
塗料を塗布する前に、塗料を均一に撹拌して塗料バケット内での耐火物の沈殿をできるだけ減らし、塗料がインベストメント型に十分に充填して濡れるように塗料の粘度または比重を調整する必要があります。塗料を吊るすときは、モジュールを塗料に浸して上下に振り、塗料がインベストメント金型をよく濡らし、モジュールの表面を均一に覆うようにします。塗装後はサンディングが可能です。インベストメント鋳造ほとんどが牛の数十分の1(つまり、数十グラムから数キログラム)です。インベストメント鋳造で重い鋳物を製造するのはさらに面倒です。しかし、現在生産されている大型のインベストメント鋳造品の重量は約 800 頭の牛に達しています。
3) シェルの乾燥と硬化
シェルの各層をコーティングした後、コーティング内の結合剤がゾルからゼリー、ゲルに変化し、耐火材料が互いに結合されるように、乾燥して硬化する必要があります。
4) 型を溶かしてシェルから外す
金型シェルが完全に硬化したら、モジュールを金型シェルから溶かす必要があります。通常、金型モジュールはワックスベースの成形材料で作られているため、このプロセスは脱ワックスとも呼ばれます。加熱方法には多くの種類があり、脱蝋法、熱水法、等圧蒸気法などがよく使われます。
5) ローストシェル
成形(砂詰め)鋳物が必要な場合は、焼成前に成形したシェルをボックス内の砂に埋め、炉に装入して焼成します。モールドシェルの高温強度が高く、鋳造が不要な場合は、脱型後のモールドシェルを直接炉に送って焼成することも可能です。焼成の際は炉の温度を徐々に上げ、砲弾を800〜1000℃まで加熱し、一定時間保温してから流し込みます。
インベストメント鋳造ロストワックス鋳造とも呼ばれるこの工程には、ワックスプレス、ワックス修復、ツリー形成、浸漬、ワックス溶解、溶融金属の鋳造、後処理などのプロセスが含まれます。