

金属鋳造は現代の製造の基礎であり、多様な産業を形作るための基盤を提供します。この包括的なガイドは、さまざまな鋳造方法を掘り下げ、作業原則を明らかにし、生産に不可欠な広範なアプリケーションスコープを調べます。
1。砂鋳造
働く原則:
砂鋳造のシンプルさは、砂から型を作成することにあります。このプロセスには、パターンを形成し、型を組み立て、溶融金属を空洞に慎重に注ぐことが含まれます。
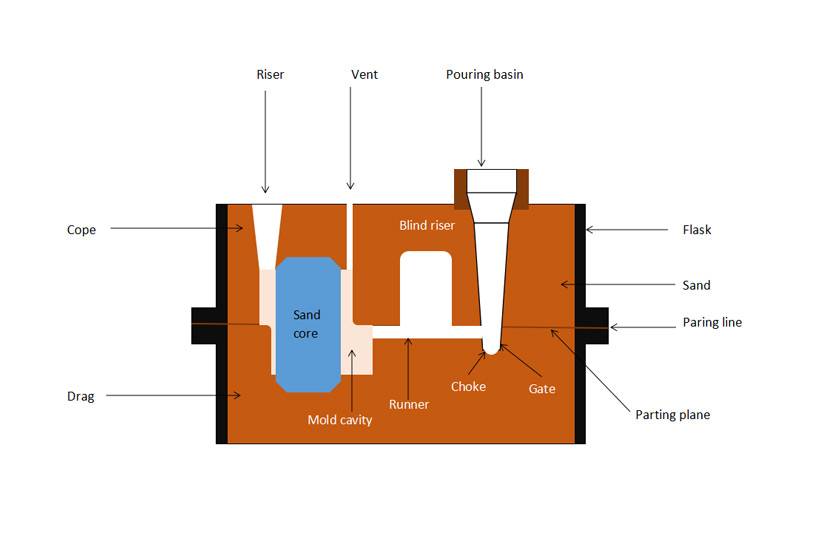
アプリケーション範囲:
汎用性は砂鋳造の特徴です。鉄や非鉄金属に適しているため、複雑な形状の生成に優れており、大規模な生産走行を促進します。
利点:
低コスト:砂は豊富で安価な材料です。
汎用性:さまざまな金属や複雑なデザインに適しています。
大規模生産:大量生産に最適です。
短所:
表面仕上げ:表面仕上げは、他の方法と比較して粗い場合があります。
耐性:許容度は精密な方法ほどタイトではない場合があります。
2。投資キャスティング
働く原則:
投資キャスティング、または紛失したワックスキャストには、ワックスパターンの作成、セラミックシェルでコーティングし、ワックスを溶かして金属の空洞を作成します。
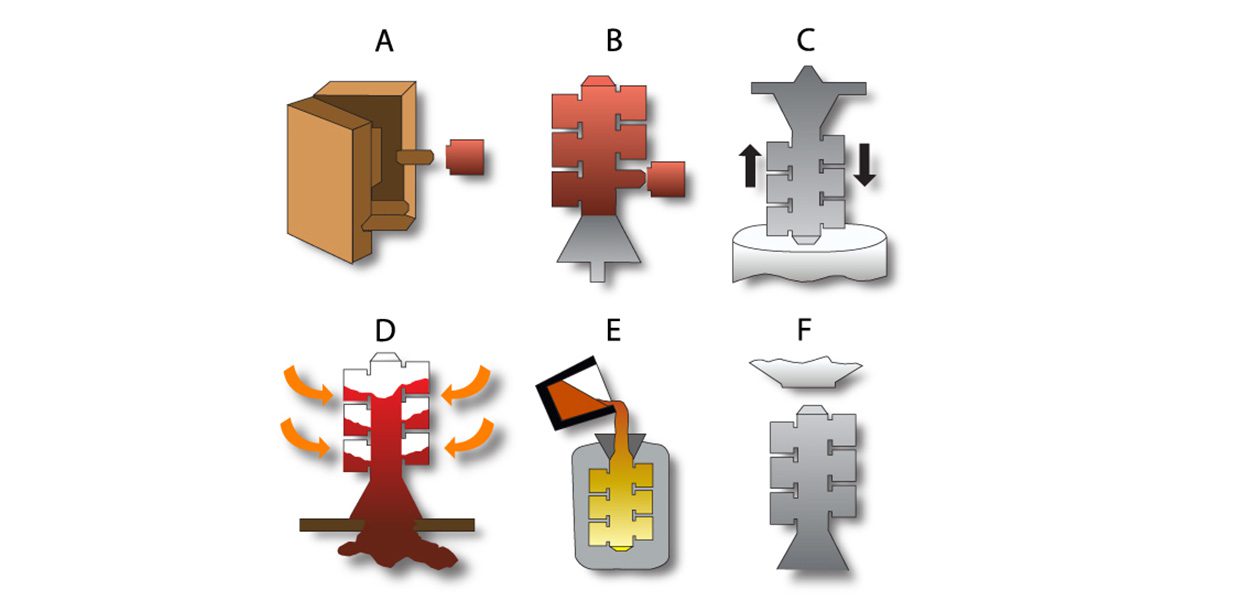
アプリケーション範囲:
航空宇宙および宝石産業で著名な投資キャスティングは、その正確さと複雑な詳細を再現する能力に対して尊敬されています。
利点:
高精度:複雑なデザインと細かい詳細に最適です。
滑らかな表面仕上げ:最小限の後処理で鋳物を生成します。
汎用性:さまざまな金属を鋳造できます。
短所:
コスト:他の方法と比較してより高いコスト。
生産率:いくつかの大量のテクニックと比較して遅い。
3。ダイキャスティング
働く原則:
ダイキャスティングは、溶融金属を高圧で鋼型に注入し、迅速な凝集と正確な部品の生産を確保します。
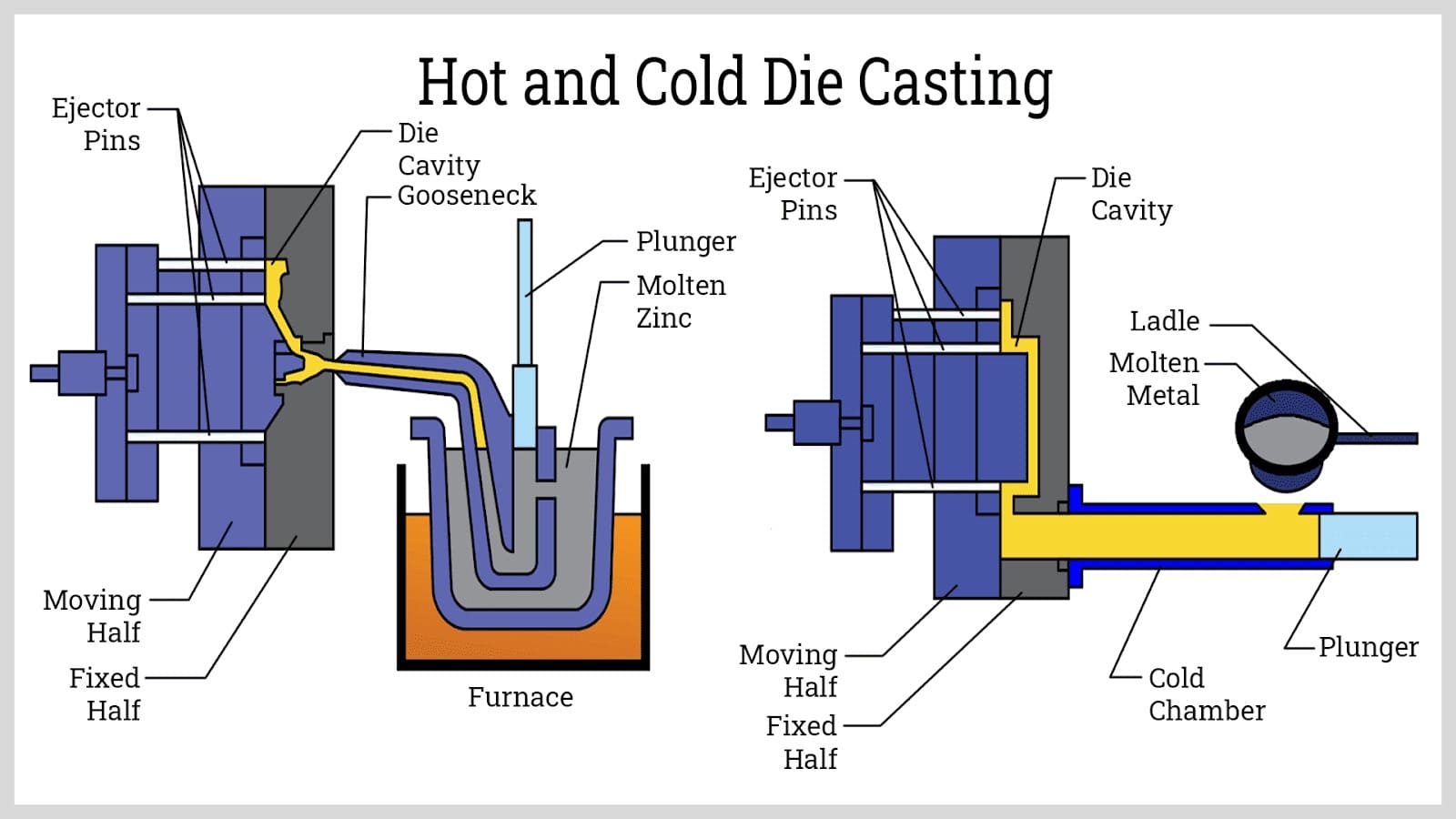
アプリケーション範囲:
自動車およびエレクトロニクス産業で広く使用されているダイキャスティングは、複雑なコンポーネントの大量生産に最適です。
利点:
高い生産率:大量生産の速いサイクル時間。
複雑な形状:複雑で複雑なデザインに適しています。
寸法精度:高精度と厳しい許容範囲。
短所:
ツールコスト:初期ツールコストが高くなる可能性があります。
材料の制限:特定の種類の金属に限定されています。
4。永久型鋳造
働く原則:
永久型鋳造は、再利用可能な金属型を採用しており、重力または低圧である可能性があり、技術の選択に柔軟性を提供します。
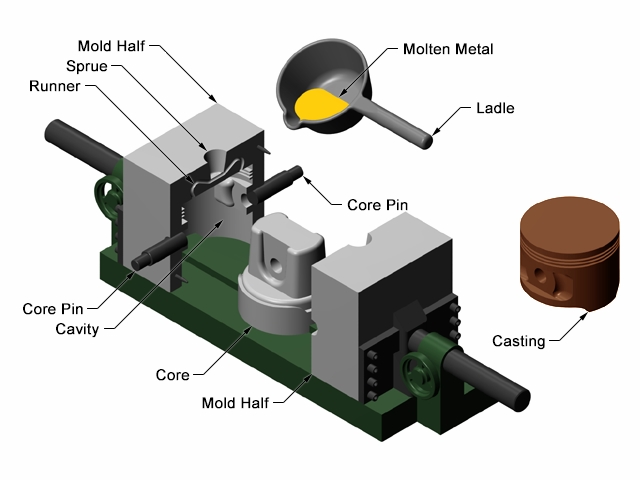
アプリケーション範囲:
寸法精度に焦点を当て、アルミニウムと銅の合金の鋳造に広く使用されています。
利点:
寸法精度:緊密な許容範囲を持つ部品に適しています。
再利用性:金型は複数回使用できます。
費用対効果:いくつかの方法と比較して、ツールコストの削減。
短所:
複雑さ:他の方法と比較して、複雑ではない設計に限定されています。
材料の制限:特定の金属に最適です。
5。遠心鋳造
働く原則:
遠心鋳造には、溶融金属を回転型に注ぐことが含まれ、円筒形またはディスク型の鋳物の均一な分布を確保します。
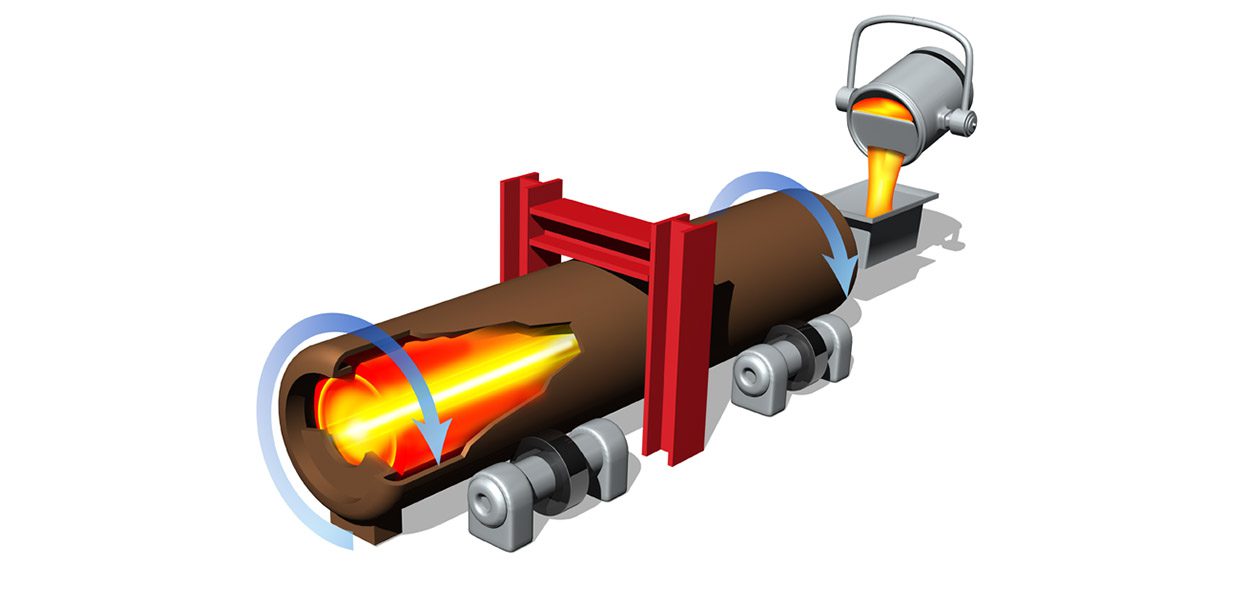
アプリケーション範囲:
パイプ、チューブ、および回転的に対称的なコンポーネントに一般的に使用される均質で欠陥のない鋳物の作成に最適です。
利点:
品質:均質および欠陥のない鋳物。
費用対効果:特定の形状とサイズに効率的です。
材料の節約:材料の廃棄物を最小限に抑えます。
短所:
限られた形状:回転的に対称部品に制限されています。
機器コスト:特殊な機器が必要になる場合があります。
6。連続鋳造
働く原則:
連続鋳造には、溶融金属を水冷型に連続的に注ぐことが含まれ、長い金属形状を生成するのに効率的です。
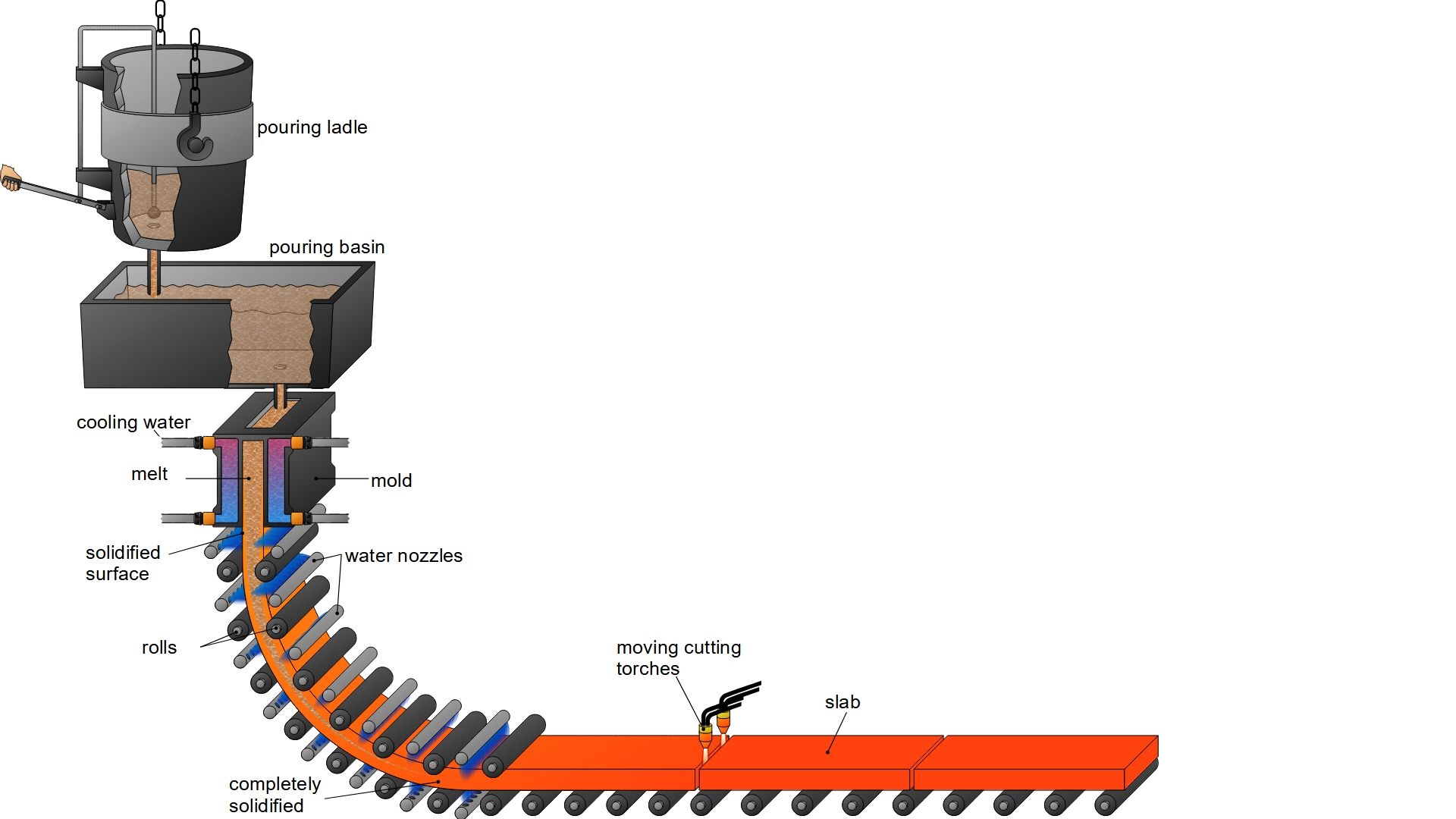
アプリケーション範囲:
梁やスラブなどの長い金属製品の生産に広く使用されています。
利点:
効率:継続的で中断のない生産。
材料の節約:材料の廃棄物を最小限に抑えます。
品質:均一な構造と改善された機械的特性。
短所:
初期セットアップコスト:機器への高い初期投資。
限られた形状:主に長い形状に適しています。
7。シェルモールディング
働く原則:
砂の鋳造に似たシェルモールディングは、樹脂でコーティングされた砂を利用してカビを作成します。このプロセスでは、シェルを加熱して堅牢な金型を形成します。
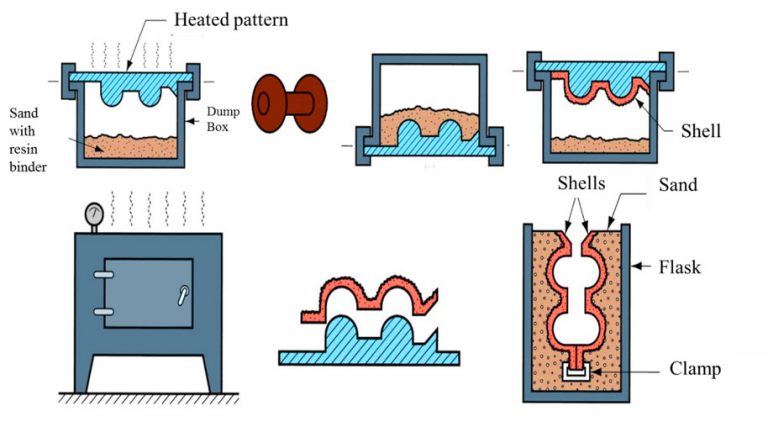
アプリケーション範囲:
自動車や航空宇宙などの高精度の鋳造を求めている産業は、シェルモールディングの恩恵を受けています。
利点:
精度:良好な次元精度と表面仕上げ。
生産率が高い:従来の砂鋳造よりも速い。
汎用性:さまざまな金属に適しています。
短所:
機器のコスト:初期セットアップコストは高くなる可能性があります。
材料廃棄物:シェルの形の材料廃棄物。
8。泡の鋳造の紛失
働く原則:
フォーム鋳造の紛失には、フォームパターンの作成、耐火物材料でコーティングし、フォームを交換するために溶融金属を注ぐことが含まれます。
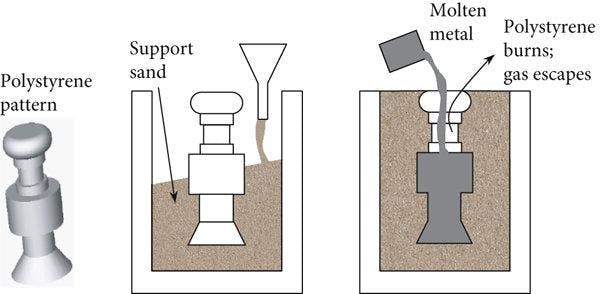
アプリケーション範囲:
鋳造や自動車製造で一般的に採用されている複雑で複雑な部品に最適です。
利点:
複雑な形状:複雑なデザインに適しています。
機械加工の削減:キャスティング後の機械加工が最小限に抑えられます。
汎用性:さまざまな金属に使用できます。
短所:
パターンコスト:フォームパターンにはコストがかかります。
表面仕上げ:精密方法と同じ表面仕上げを達成できない場合があります。
9。鋳造キャスティング
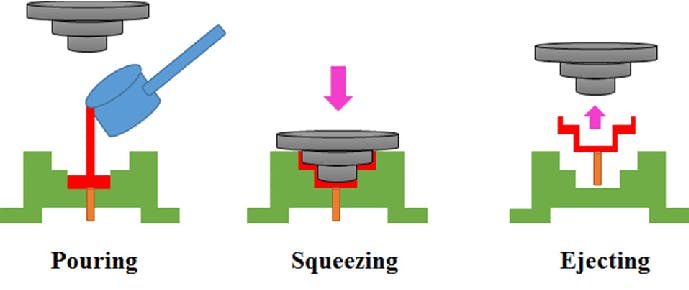
働く原則:
スクイーズキャスティングには、固化中に溶融金属に圧力をかけることが含まれ、鋳造の機械的特性が強化されます。
アプリケーション範囲:
高強度のコンポーネントを必要とする業界は、機械的特性を改善する能力のために鋳造を絞るようになります。
利点:
強化された特性:機械的特性の改善。
精度:良好な次元精度。
汎用性:さまざまな合金に使用できます。
短所:
複雑さ:特殊な機器が必要です。
材料の制限:特定の合金に最適です。
金属鋳造方法の多様性により、メーカーは特定のニーズに最適な手法を選択できるようになります。各方法は、独自の利点と短所をもたらし、決定を多面的にし、生産量、一部の複雑さ、材料要件などの要因に依存します。技術が進むにつれて、金属鋳造の世界は進化し続け、製造の未来を形作るためのさらに効率的で正確な方法を約束します。











